CASE STUDY: Screw Thread Check
The Problem
A manufacturer in the automotive industry produces a high-value component for high-end car engines. In the past, they have checked the threads in this part by hand; having workers on the production line who would manually insert a screw plug gauge. The manual checking was costly, slowed the production line, was subject to human error, was reliant on a skilled workforce and could lead to injuries because of repetitive strain injury.
 The manufacturer’s requirement was to integrate an automatic solution into a modern production environment and include automatic checking for:
The manufacturer’s requirement was to integrate an automatic solution into a modern production environment and include automatic checking for:
– Thread depth
– Number of threads
– Faults, such as crossed thread/no thread
– Oversize/undersized thread indicating worn or damaged tap
Other requirements were:
– High throughput
– Objective measurement data output for each part for quality control
– Reliability – 24/7 operation
– Cost effective solution
The ORLIN Solution
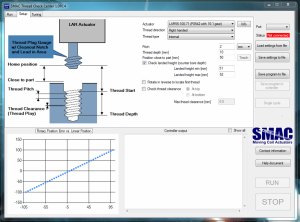
A conventional thread gauge is mounted on a linear/rotary actuator (in this case an LAR55-100-75FS). All of SMAC’s LAR series actuators have high resolution linear and rotary encoders which precisely measure position, angle and distance. This data is monitored by the controller and compared to pass/fail parameters to identify and reject faulty parts. It can also be interpreted and fed back to a database for a complete Quality Control history.
To carry out the checking procedure, SMAC’s unique softland routine is employed to find the part and land with a controlled, low force so as not to damage the gauge. While maintaining a low contact force, the actuator then rotates anticlockwise until the thread gauge drops into the thread. This is indicated by a sharp change in linear position. It then rotates clockwise at a pre-determined torque, therefore driving the gauge into the thread. An over-torque situation indicates a fault such as crossed thread, insufficient thread depth or excessive debris.
 Other checks that can be carried out include measuring linear motion during one rotation of the rotary axis confirming the pitch of the thread and a push-pull test with the rotary axis held stationery, giving the play in the thread.
Other checks that can be carried out include measuring linear motion during one rotation of the rotary axis confirming the pitch of the thread and a push-pull test with the rotary axis held stationery, giving the play in the thread.
When combined with SMAC’s controllers, the actuator is fully programmable in position, velocity, acceleration and force, and therefore can carry out a comprehensive, qualitative check of a screw thread in just a few seconds. Part changeover is achieved simply and easily by selecting a different program (either memory-resident or downloaded via RS232) and if necessary, changing the thread gauge.

CASE STUDY: Screen Printing for Circuit Boards
Case StudiesOverviewIn order to improve the accuracy and speed of screen printing circuit boards, a client came to us...

CASE STUDY: Microscope Slide Assembly
Case StudiesOverviewThe Problem The automation of microscope slide assembly is challenging. Glass microscope slides...

CASE STUDY: Medical Assembly
Case StudiesOverviewThe Problem The modern manufacture of medical equipment such as surgical needles, medical...

CASE STUDY: Chip Mounting
Case StudiesOverviewThe Problem Most production line chip mounting processes have restrictions because of the speed of...